
Sarò breve ed efficace. OEE significa Overall Equipment Effectiveness ed è un numero che va da 0 a 100 e indica quanto bene funziona il tuo costoso macchinario.
Se non conosci l’OEE del tuo macchinario la situazione è seria, in particolare perché puoi averlo automaticamente raccogliendo i dati dalla macchina.
Per essere più incisivo, ti do del tu in questo articolo, non avermene.
L’OEE riassume tre cose importanti per il tuo processo produttivo:
- Quanto la macchina lavora rispetto a quello che ti aspetti, onestamente, che debba lavorare. Ad esempio 6 ore su 7,5. Onestamente significa che sai che deve essere fermata di tanto in tanto.
- Quanto va veloce rispetto a quello che ti hanno detto quando l’hai comperata. Ad esempio 2,8 metri/ora rispetto a 3 metri/ora scritti nella brochure.
- Quanto scarto produce (rispetto allo 0% che vorresti)
Esperti fermatevi qui: so che ci sono i tempi di setup, di manutenzione, l’MTTR, il rework, TEEP, eccetera eccetera e se ne avrò mai bisogno vi chiamo. Non ho nemmeno usato la terminologia canonica, ma qui partiamo da zero per ottenere qualcosa senza sforzo con le dovute approssimazioni.
Un dato alla volta
Chiedi al fornitore come ottenere lo stato della macchina: “sto producendo”, “non sto producendo”.
Ora chiedi al “programmatore” (lo so che lo chiami così) di prendere quel dato e tirare fuori:
- tempo che ha lavorato/tempo ideale di lavoro (ad esempio 6/7,5=80%)
Hai ottenuto il primo parametro dell’OEE, la disponibilità.
Fermiamoci un attimo, perché questa è già una informazione utile. Immagina questo numero su un grafico, magari raggruppato per giorno o per settimana:
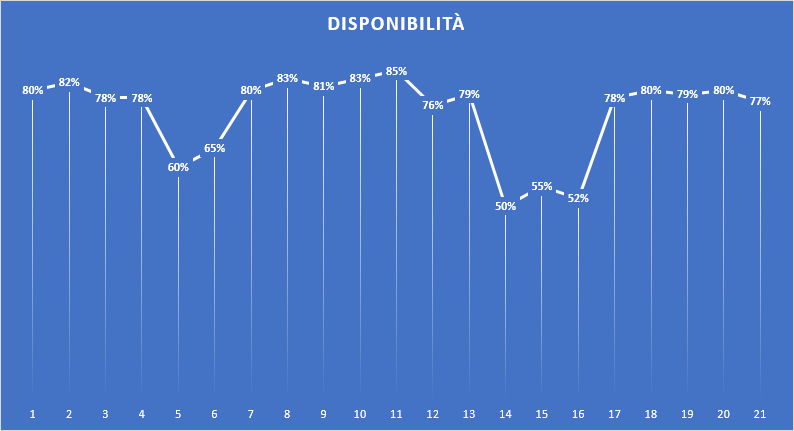
In una grafico tutto ha più senso e si legge velocemente: in alcuni periodi la macchina fa meno del solito. E’ importante, non è importante? So il perché, non so il perché? Quanti soldi ci sto perdendo perché la macchina lavora male?
La velocità
Il secondo parametro che ci serve per l’OEE è la velocità: la macchina lavora alla velocità per la quale l’ho comperata? Avere una macchina disponibile per il 95% del tempo ma che lavora al 10% della velocità… c’è qualcosa da indagare!
Torniamo al nostro fornitore e gli chiediamo di buttar fuori dalla macchina un conta-pezzi (o conta-qualcosa).
Richiamiamo il nostro programmatore che dovrà calcolare una velocità reale quantità prodotta diviso il tempo che ha lavorato. Ad esempio 15,6 metri in 6 ore sono 2,8 metri/ora.
Poi la confrontiamo con la velocità che ci aspettiamo, quella che il commerciale ti ha promesso quando gli hai offerto il caffè:
- velocità reale/velocità ideale (ad esempio 2,8/3=93%)
Abbiamo il secondo parametro dell’OEE. Anche in questo caso, un grafico ci permette a colpo d’occhio di vedere se ci sono delle anomalie (leggi oltre su velocità e tipo di articolo).
L’OEE zoppo
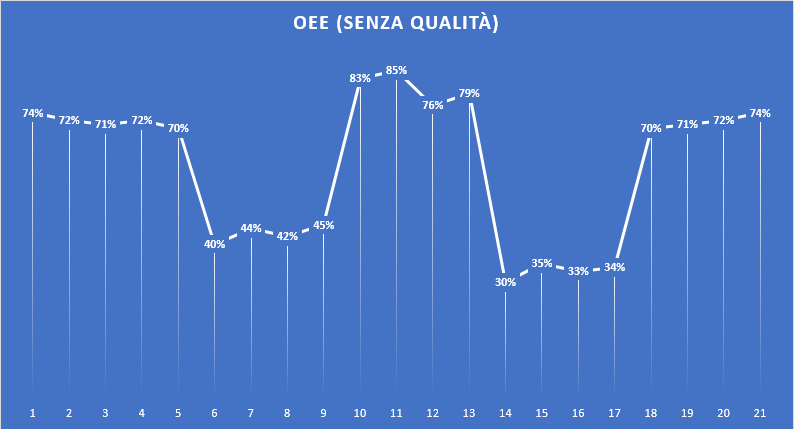
A questo punto, se non abbiamo il terzo parametro che è la qualità (pezzi buoni/pezzi totali), possiamo fare finta che la qualità sia il 100% (o un altro valore più basso che fissiamo perché “lo sappiamo”) e calcoliamo l’OEE (disponibilità per velocità per qualità):
OEE = 80% * 93% * 100% = 74%
Questo numero inizia a riassumerci alcuni dei comportamenti produttivi del nostro costoso macchinario e visualizzato nel tempo ci dice moltissime cose utili, che, dite quello che volete, non potete avere in altro modo automatico.
Qualità
Come anticipato, non ho inserito la qualità del lavoro della macchina nel calcolo dell’OEE perché questa percentuale è spesso calcolata a posteriori (con l’inserimento dei pezzi scartati a mano da qualche parte).
Ci siamo focalizzati invece in calcoli che possono essere fatti in automatico con i dati che fornisce la macchina, senza alcun intervento umano.
E’ fondamentale, avendoli a disposizione, utilizzarli. E adesso che lo sai, come fai a starne senza?
Se c’è un valore medio di qualità per la macchina, può essere aggiunto al calcolo dell’OEE in modo da avere un numero confrontabile con quelli di settore.
Serve l’interprete?
Lo so, L’OEE è solo un numero, bisogna confrontarlo con qualcosa per dargli un senso. Possiamo iniziare con valori standard di settore, per tipo di lavorazione, per tipo di tecnologia: si trova un esperto che ci aiuterà.
Qualcuno dice che l’85% è, mediamente, l’obiettivo da raggiungere.
Ancora, si guarda come va nel tempo: se cala qualcosa da approfondire ci sarà. Allora chiedete al (povero) programmatore di farvi un grafico che si aggiorna automaticamente e che vi mostra l’andamento dell’OEE.
(sì, ovviamente, lo puoi calcolare sulla giornata, sulla settimana, come media su finestra mobile, ci sono strumenti anche gratuiti che lo fanno con un paio di clic e una sorgente di dati)
Macchine a confronto
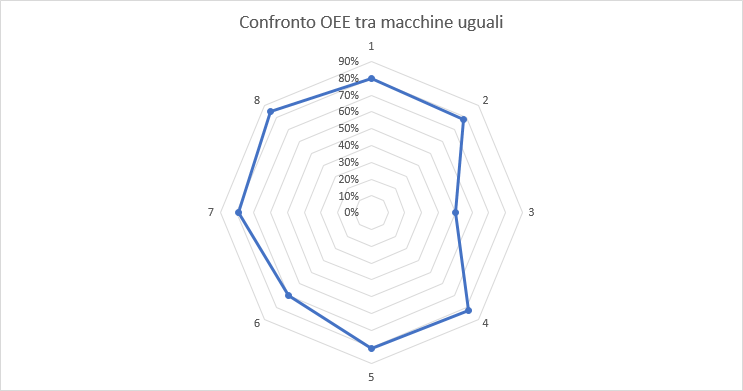
Un altro confronto molto utile lo possiamo fare se hai tante macchine uguali che fanno lo stesso lavoro. Con un colpo d’occhio (nel monitor che vi mostra gli OEE) capite subito se una va particolarmente male (o bene).
Si può fare un classico grafico a barre o un radar (tanto per essere un po’ moderni), dove si vede molto bene che la macchina 3 ha qualcosa che non va:
Prodotti diversi, velocità diverse
Obietterai: se ho prodotti diversi, la macchina lavora con velocità differenti.
Sì e quindi l’OEE lo devi calcolare per prodotto. Ma è facile, in quanto una macchina che è in grado di darti informazioni sullo stato e sulla produzione, non ha difficoltà a riportare anche il prodotto su cui sta lavorando.
In questo modo si raggruppano i dati per codice articolo.
Come fa la macchina a sapere il codice articolo? Ci sono molti modi:
- non lo sa, ma lo sa il sistema di gestione della produzione (MES)
- non lo sa ma sta funzionando con una certa ricetta/programma che abbinabile ad un codice articolo
- lo sa perché gli è stato comunicato e lo ritorna come data (anche se la macchina, magari, non se ne fa nulla)
- altro
Risorse
Volevo fare un elenco di risorse, ma c’è tanto di quel materiale sull’OEE che sarebbe difficile scegliere. Usate un motore di ricerca, cercate OEE e prendetevi un paio di giorni.





